How to Make Two Turnings Look Alike

In many woodturning projects, creating multiple versions of the same turning is essential. Our expert shows you how to better make duplicate turnings.
My grandfather used to say, "Any fool can make a product but you have to sell it." The adage was a bit of a swipe at my father, the engineer that designed my grandfather's products. My father’s unvarying reply was, "Any fool can make one of anything, but making a myriad of them is the trick!" In the spirit of my father's witticism, I would like to share a gaggle of tricks that will help you make any number of turnings look exactly alike — or, more realistically, enough alike that no one will notice the differences.
Let's start with the raw material, a wood billet. Also called a blank, this is the square of wood that you chuck in the lathe to make your turning. Having accurately milled billets that are exactly square and of the same length cannot be overemphasized. To achieve this, I run the face and one edge of the plank I will cut billets from across the jointer and then rip squares from this board with a good carbide blade in my table saw. I am rewarded with perfect squares that are straight.

Sometimes I crosscut the jointed plank to length first and then rip finished billets. Other times, I rip squares and then crosscut finished billets from the squares. It depends on the wood and the length of the billet.
While it is tempting to cut billets 1/8" to 1/4" oversize with the idea of creeping in on the largest diameter, this is a mistake. I mill to about 1/32" over the diameter of the piece. Turnings such as table legs will have a square area called the pommel at the top. This is where the aprons will be mortised in to form the frame of the table. While the extra thirty-second does not affect diameter much, it gives me some cleanup room to hand plane the pommel nice and smooth after mortising.

You will need to accurately find the exact center of both ends of your freshly milled blank. I use a machinist's center finder and a sharp awl to accomplish this: a pencil line marks to the side of the center finder, while an awl hugs it. I then center punch the exact intersection of the two resulting lines and catch the punch marks with my centers when I chuck the billet.

Chucking off-center decreases the diameter you obtain by the mis-centered amount. Chucking on-center gives you the full diameter of the blank without measuring; simply turn until the blank is just round and you have the major diameter of the piece. No need for calipers; just lightly touch your fingers to the back of the rotating piece until you feel the flat spots just go away.
Accurate Layout is Key
The human eye is much better in picking up differences in the height of key elements on several turnings than in judging differences in diameter. Of course, the larger the turning's diameter, the more irregularity you can have without anyone noticing. Most furniture turnings are between 1" and 2" in diameter, so my comments address this size range. While no one will notice a 1/8" difference in diameter between several turnings, 1/32" in heights of any of the elements will bring scrutiny. Precisely placing all of the elements on a turning boils down to accurate layout. Here are some methods that will help immensely in achieving that goal:
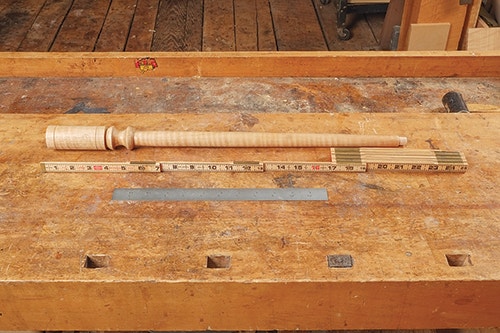
Master Part: Turn a good example of what you want or what the plans suggest. Display this master turning in front of your lathe by either hanging it on the wall or setting it on a shelf or stool. All measurements are now taken from the master turning, and it acts as a comparison to guide you in turning the rest of the pieces.
Rulers and Tapes: I do not use tapes very much, as they are hard to hold against a turning and bend around turnings with large differences in diameter, giving a false reading. I like folding wood rulers much better. Measure key elements on the master and transfer these distances to the piece you are turning with a sharp pencil. It is generally best to only measure from one end; measuring from both ends can introduce errors. The longer the turning, the more this is so. An exception is where you want a tenon of a specific length on one end but are measuring from the other. In this case, using dividers to mark the length of the tenon is fine if all the billets are of exactly the same length.

Calipers and Dividers: Both these instruments are necessary to duplication. You cannot have enough of these stalwart friends in a variety of sizes. The ones that woodworking stores sell today tend to be big and clunky. I have good luck finding really good ones at house sales, flea markets and antique shops for reasonable prices.

As outlined previously, you can obtain the major diameter of a piece by milling the blank to that size. I set a pair of calipers at each of the lesser diameters on the master turning. (Actually, I set them about 1/32" larger so that I have some room to finalize each diameter.) I use dividers extensively to set the width of coves, beads and tenons, as well as the distances between elements. I use my largest caliper or dividers for the greatest diameters and distances. I then try to graduate them size wise as the diameters and distances lessen. A perfect caliper for tenons is an open-end wrench. It will give you a press fit with a drilled hole (1/2" hole, 1/2" wrench).

Story Stick: This turning aid is great for long runs (50 pieces or more) or where you are going to be turning this part regularly. Start by drawing the part full-size; shelf paper is good for longer turnings. Extend lines from each of the key elements and glue the drawing to a thin piece of wood. Cut the resulting piece to the major diameter of the turning, and cut small notches where each of the lines meets the edge. You can now hold this story stick up to the turning, place a pencil in the appropriate notch and draw a line on the work at exactly the same place every time. You can also directly set calipers and dividers to key diameters and distances on the story stick. Drill a hole in it and hang it on the wall for next time.
Don't Push Your Tool Ability: You do need to be an OK turner to duplicate, but you don't need to be an ace. One of the biggest mistakes I see people make is insisting on using a skew for final smoothing of the columnar sections of the turning or, even worse, cutting the beads. A skew is a tough tool to use regularly, and a poor time to gain the necessary skill to use it with aplomb is when turning the legs for a table you plan to finish the day after tomorrow. I am a huge believer in the spindle roughing-out gouge and a 1/2" spindle gouge. A really well sharpened spindle roughing-out gouge is difficult to have a catch with and will leave a finish almost as good a skew. Practice with the skew after the table is finished and use it next time.
Use Appropriate Speeds: For 1" to 2" spindles, 800 to 1,600 rpm is a good speed range. I generally turn at 1,200 to 1,400 rpm but slow down to 600 to 800 rpm for skew work. Too much speed causes vibration with resulting chatter marks in the work. However, too slow invites catches. For sanding, you can speed the lathe up again. But keep it at 1,800 or under — then take your time and sand well.
Best Duplicator? You
I am frequently asked, "What is the best duplicator for my lathe?" My reply is, "You are!" You can buy duplicators, but one that is within the budget of workshop enthusiasts is a sorry affair. It will only scrape duplicate with a flat tool that cuts without a burr. Such tools do not produce smooth finishes or deep grooves between elements such as beads. For small production runs of four to eight pieces, you will spend more time setting up the duplicator than it would take for hand turning. The duplicate work also needs to be heavily sanded, starting at 60- or 80-grit. This further erodes crispness between elements, leaving very lackluster turnings.
We go to live concerts because there is a chance that the artist will make a slight mistake. I think it is the same with handbuilt furniture. If you want all the parts to be exactly the same, save the trouble of turning them and take a trip to IKEA.





Keep the inspiration coming!
Subscribe to our newsletter for more woodworking tips and tricks